ایبناشتاک | Eibenstock
ایبناشتاک | Eibenstock
 یوروبور | Euroboor
یوروبور | Euroboor
 بوش | Bosch
بوش | Bosch
 بی دی اس | BDS
بی دی اس | BDS
 جپسون | Jepson
جپسون | Jepson
 دزنت | Dezent
دزنت | Dezent
 ایاستی پاور | AST Power
ایاستی پاور | AST Power
 فاین | Fein
فاین | Fein
 پروموتک | Promotech
پروموتک | Promotech
 ایجیپی | AGP
ایجیپی | AGP
 محک | Mahak
محک | Mahak
 آ ا گ | AEG
آ ا گ | AEG
 متابو | Metabo
متابو | Metabo
 رپتور | Rotabroach
رپتور | Rotabroach
 نیتو | Nitto
نیتو | Nitto
 تیری کیگو | 3Keego
تیری کیگو | 3Keego
 بی ام الکتریک | BM Electric
بی ام الکتریک | BM Electric
چرا دریل مگنت روی ورق ۴ میل لیز میخورد؟ (تکنیک استفاده از ورق کمکی و محاسبه ضخامت اشباع مغناطیسی)

چرا دریل مگنت روی ورق ۴ میل لیز میخورد؟ (تکنیک استفاده از ورق کمکی و محاسبه ضخامت اشباع مغناطیسی)
مقدمه
این مقاله، راهنمای تخصصی شما برای درک پدیده چسبندگی مگنت روی ورق نازک، شناسایی عوامل کاهشدهنده نیرو و ارائه راهکارهای فنی گام به گام است. ما با زبان مهندسی ثابت میکنیم که چگونه با یک تغییر ساده در فرآیند، میتوانید امنیت و کارایی سوراخکاری خود را تا ۱۰۰٪ افزایش دهید.
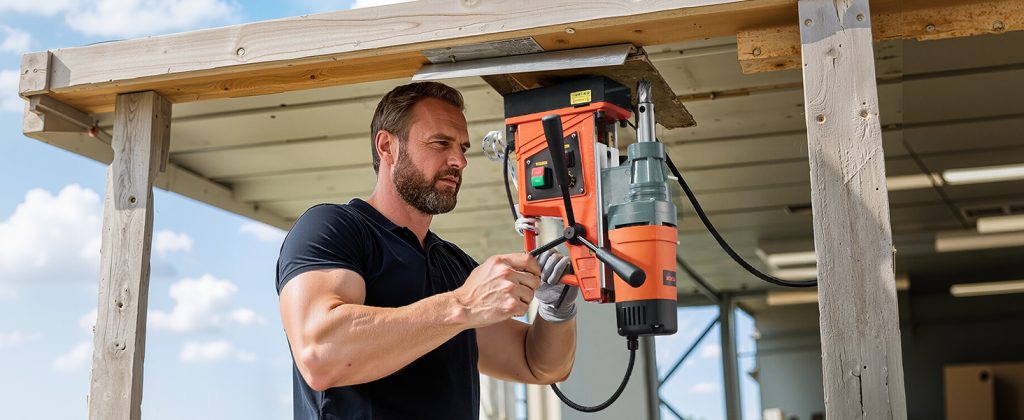
تصور کنید یک دریل مگنت 10۰ میلیون تومانی و یک مته گردبر آلمانی درجه یک در اختیار دارید. دستگاه را روی یک ورق ۴ میلیمتری قرار میدهید، مگنت را فعال میکنید و چراغ سبز روشن میشود. با اطمینان اهرم را پایین میآورید، اما به محض اینکه نوک مته با فلز درگیر میشود، دریل ناگهان میچرخد، مته میشکند و قطعه کار خط میافتد. شاید حتی اپراتور آسیب ببیند.
مدیران فنی پروژههای سوله سازی، ساخت بدنه ماشینآلات یا خودروسازی سنگین، با چالشی دائمی روبرو هستند: نیاز به سوراخکاری دقیق و سریع روی ورقهایی با ضخامت پایین (۴ تا ۸ میلیمتر). دستگاه دریل مگنت، که برای این کار ضروری است، روی این ورقهای نازک ناپایدار میشود. موتور روشن میشود، مگنت فعال میگردد، اما به محض اینکه گشتاور موتور به مته گردبر نیرو وارد میکند، دستگاه لیز میخورد، میچرخد یا از کار جدا میشود. این اتفاق نه تنها باعث شکستن متههای گرانقیمت میشود، بلکه مهمتر از آن، خطر جانی برای اپراتور و توقف در خط تولید را به دنبال دارد. اغلب ریشه این مشکل، خرابی مگنت نیست؛ بلکه سوءتفاهمی درباره فیزیک نیروی مغناطیسی در متالورژی است.
درک فنی مشکل: چرا چسبندگی مگنت روی ورق نازک از بین میرود؟
برای حل یک مشکل، باید دلیل آن را از ریشه فهمید. علت اصلی، ناتوانی ورق نازک در انتقال کامل شار مغناطیسی تولید شده توسط کویلهای دستگاه است. این پدیده دو دلیل اصلی فیزیکی دارد:
-
رسیدن به نقطه اشباع مغناطیسی
همانطور که قبلا اشاره شد، مگنت دریل یک مدار مغناطیسی بسته ایجاد میکند. شار مغناطیسی باید از طریق بدنه فلزی عبور کرده و به قطب دیگر بازگردد.
- آنالیز فنی: هر ماده فرومغناطیس (مانند فولاد معمولی) ظرفیت محدودی برای نگهداری و انتقال شار مغناطیسی دارد. وقتی ضخامت ورق کم باشد (مثلا زیر ۸ تا ۱۰ میلیمتر)، ورق به سرعت از شار مغناطیسی “اشباع” میشود. در این حالت، بخش عظیمی از نیروی مگنت به جای عبور از فلز، به صورت ” نشت” به اطراف (هوا) فرار میکند.
- نتیجه عملیاتی: شما در واقع بخش زیادی از نیروی دستگاه (که برای آن پول دادهاید) را هدر میدهید. این پدیده باعث میشود که مگنت قویترین برندها هم روی ورق نازک، عملکرد ضعیفی داشته باشند.
-
تلفات جریان گردابی و هیسترزیس
در دریل مگنتهای الکتریکی (پرکاربردترین نوع)، میدان مغناطیسی با فرکانس برق (مثلا ۵۰ هرتز) نوسان میکند. این نوسانات در داخل ورق فلزی نازک، باعث ایجاد دو پدیده مخرب میشوند:
- جریان گردابی: این جریانهای اضافی، انرژی الکتریکی را به گرما تبدیل میکنند. در ورقهای نازک، این تلفات میتواند به سرعت باعث گرم شدن مگنت شود که خود یکی از دلایل کاهش نیروی چسبندگی است.
- تلفات هیسترزیس: این تلفات به انرژی مورد نیاز برای معکوس کردن مداوم قطبهای مغناطیسی در فلز (در هر سیکل برق) مربوط است. این اتلاف انرژی به معنی کاهش نیروی خالص نگهداره است که مستقیما روی چسبندگی مگنت روی ورق نازک تاثیر میگذارد.
چرا چسبندگی مگنت روی ورق نازک از بین میرود؟
راهکار شماره ۱: تکنیک افزایش مصنوعی ضخامت با ورق کمکی
این تکنیک، استاندارد جهانی برای حل مشکل چسبندگی مگنت روی ورق نازک و پروفیلهای سبک است.
معرفی ورق کمکی
ورق کمکی یک قطعه ساده اما حیاتی از فولاد باکیفیت و تخت است که ضخامت آن حداقل ۱۲ تا ۱۵ میلیمتر باشد. این ورق مانند یک “تقویتکننده مغناطیسی” عمل میکند.
|
نیاز فنی |
راهکار ورق کمکی |
|
ورق اصلی نازک |
ورق کمکی مدار مغناطیسی را کامل میکند. |
|
شکافهای هوا |
با گیره زدن، تمامی شکافهای بین مگنت و ورق اصلی را حذف میکند. |
|
ناصافی سطح |
یک سطح صاف و ایدهآل برای پایه مگنت ایجاد میکند. |
دستورالعمل فنی اجرای ساندویچ مغناطیسی
- آمادهسازی سطوح: هر چهار سطح تماس (کف مگنت، روی و زیر ورق اصلی، روی ورق کمکی) باید با پارچه تمیز و سمباده بسیار نرم پاک شوند. حذف رنگ، زنگ و براده ریز اولویت مطلق است.
- چینش: ورق کمکی (۱۵ میلیمتری) باید در زیر ورق اصلی (۴ میلیمتری) قرار گیرد.
- حذف فاصله هوایی: این مهمترین مرحله است. ورق کمکی و ورق اصلی باید با استفاده از دو گیره C-شکل قدرتمند یا گیره انبری در چهار گوشه به هم محکم شوند. فشار گیرهها باید تضمین کند که هیچ شکاف میکروسکوپی باقی نمانده است.
- اجرای سوراخکاری: پس از فعال کردن مگنت، نیروی چسبندگی شما اکنون معادل چسبندگی روی یک ورق ضخیم است و میتوانید با اطمینان سوراخکاری را آغاز کنید.
راهکار شماره ۲: تغییر در نوع دریل و ملاحظات متالورژی
اگر در پروژههای خاص، دسترسی به زیر ورق کار برای قرار دادن ورق کمکی وجود نداشته باشد، باید به سراغ تغییر در نوع دستگاه و یا ملاحظات متریال برویم:
استفاده از مگنتهای دائم
در دریل مگنتهای شارژی یا برخی مدلهای کوچک، از مگنتهای دائمی قوی (مانند نئودیمیوم) استفاده میشود.
- مزیت برای ورق نازک: مگنت دائم میدان مغناطیسی متمرکزتری در فاصله نزدیک دارد و در ضخامتهای حدود ۴ تا ۵ میلیمتر، پایداری بهتری نسبت به الکترومگنتها از خود نشان میدهد، زیرا مشکل تلفات جریان گردابی را ندارند.
- هشدار: مگنت دائم در صورت قطع ناگهانی برق هم دستگاه را رها نمیکند اما همچنان زیر ۴ میلیمتر با مشکل روبرو است.

تغییر در نوع دریل و ملاحظات متالورژی
افزودن نیروی مکانیکی جانبی (استفاده از سیستم وکیوم)
برای سوراخکاری روی ورقهای غیرمغناطیسی یا نازکتر از ۳ میلیمتر، باید کل پلتفرم مگنت را تغییر داد:
- دریل مگنت وکیوم: این دستگاهها با ایجاد خلاء در زیر پایه، عملا دستگاه را به سطح میچسبانند. این تنها راه ایمن برای سوراخکاری روی ورقهای نازک (زیر ۳ میل) یا فلزات غیرآهنی (مانند آلومینیوم) است.
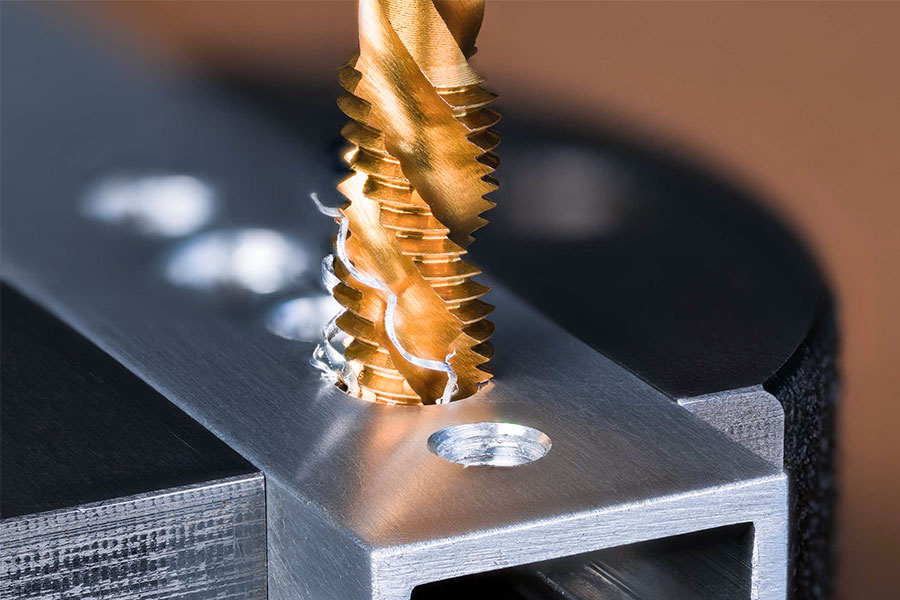
انتخاب آلیاژ مته برای کاهش فشار
یکی از دلایل اصلی لیز خوردن مگنت، فشار بیش از حد و لرزش مته هنگام برش است.
- مته گردبر TCT: استفاده از متههای تنگستن کارباید (TCT) به جای HSS، به دلیل سختی بالاتر و زاویه برش بهینهتر، برش نرمتر و با فشار پیشروی کمتری را ممکن میسازد. در نتیجه، گشتاور ناگهانی موتور که میتواند باعث جدا شدن مگنت شود، کاهش مییابد.
چکلیست عیبیابی سریع چسبندگی مگنت روی ورق نازک
اگر با وجود رعایت ضخامت کافی باز هم مشکل لیز خوردن دارید، این چکلیست را دنبال کنید:
|
شماره |
عامل |
علت |
راهکار سریع |
|
۱ |
ناصافی سطح |
برادههای ریز، زنگزدگی یا رنگ ضخیم زیر مگنت |
کف مگنت و سطح کار را با برس سیمی و حلال تمیز کنید. |
|
۲ |
کابل و ولتاژ |
افت ولتاژ شبکه برق (زیر ۲۲۰ ولت) یا کابل فرسوده |
دستگاه را به برق شهری قوی وصل کنید. ولتاژ ورودی را با مولتیمتر چک کنید. |
|
۳ |
جنس فلز |
کار روی چدن، استیلهای سری ۳۰۰ یا آلیاژهای کربن بالا |
برای استیل، مگنت دائم یا وکیوم را بررسی کنید. برای چدن، سطح را کاملاً صاف کنید. |
|
۴ |
دمای مگنت |
کارکرد مداوم و داغ شدن بیش از حد مگنت |
به دستگاه استراحت دهید. دمای مگنت بالا مستقیماً چسبندگی را کاهش میدهد. |
|
۵ |
ضخامت ناکافی |
عدم استفاده از ورق کمکی |
به بخش ۲ مراجعه کرده و تکنیک ساندویچ را اجرا کنید. |
سوالات متداول فنی (FAQ)
۱. آیا استفاده از چسبهای مغناطیسی موقت برای افزایش چسبندگی در ورق نازک موثر است؟ بله، در برخی صنایع تخصصی از رزینها یا چسبهای نازک مبتنی بر پودر فرومغناطیس استفاده میشود تا شکافهای هوایی میکروسکوپی بین مگنت و فلز پر شود. این روش میتواند ۱ تا ۲ میلیمتر ضخامت کمبود را جبران کند، اما روش اصلی، استفاده از ورق کمکی است.
۲. چرا مگنتهای با سایز بزرگتر، روی ورق نازک ضعیفتر عمل میکنند؟ مگنتهای بزرگتر (با نیروی ۲۰۰۰+ کیلوگرم) شار مغناطیسی بسیار بیشتری تولید میکنند. وقتی این شار وارد ورق نازک میشود، درصد بالاتری از آن نشت میکند (چون ظرفیت ورق اشباع است). در واقع، تلفات نیروی مطلق در مگنتهای بزرگتر، روی ورق نازک، به مراتب بیشتر است. برای ورق نازک، بهتر است از دریل مگنتهای با پایه کوچک و نیروی متعادل استفاده شود.
۳. تفاوت کار روی فولاد ST37 با چدن در چسبندگی چیست؟ فولاد ST37 (فولاد نرمه ساختمانی) خاصیت فرومغناطیس عالی دارد و بهترین متریال برای جذب مگنت است. چدن ساختاری بلوری و غیر یکنواخت دارد. این ساختار باعث میشود شار مغناطیسی به صورت نقطهای هدایت شود و نه یکنواخت، در نتیجه چسبندگی چدن همواره از فولاد نرم کمتر است.
جمعبندی نهایی
موفقیت در سوراخکاری ورقهای نازک، نه با خرید دریل مگنت گرانتر، بلکه با درک صحیح فیزیک مغناطیس و اجرای دقیق پروتکلهای مهندسی به دست میآید. مشکل چسبندگی مگنت روی ورق نازک، یک مشکل فنی با راهکار فنی است: یا ضخامت زیرین را با ورق کمکی تأمین کنید، یا از تجهیزات خاص (مانند پایه وکیوم یا مگنتهای دائم) بهره ببرید.
ایمنی اپراتور و حفظ سلامت تجهیزات شما، اولویت ماست. در مجموعه دریل مگنت رحمانی، به عنوان مرجع تخصصی فروش و تعمیر دریل مگنت، ما آمادهایم تا با مشاوره رایگان، بهترین راهحل را برای چالشهای سوراخکاری ورقهای سبک در پروژه شما (از سازه تا کشتیسازی) پیشنهاد دهیم. برای تضمین 100% ایمنی و دقت، همین حالا با کارشناسان فروش ما تماس بگیرید.