ایبناشتاک | Eibenstock
ایبناشتاک | Eibenstock
 یوروبور | Euroboor
یوروبور | Euroboor
 بوش | Bosch
بوش | Bosch
 بی دی اس | BDS
بی دی اس | BDS
 جپسون | Jepson
جپسون | Jepson
 دزنت | Dezent
دزنت | Dezent
 ایاستی پاور | AST Power
ایاستی پاور | AST Power
 فاین | Fein
فاین | Fein
 پروموتک | Promotech
پروموتک | Promotech
 ایجیپی | AGP
ایجیپی | AGP
 محک | Mahak
محک | Mahak
 آ ا گ | AEG
آ ا گ | AEG
 متابو | Metabo
متابو | Metabo
 رپتور | Rotabroach
رپتور | Rotabroach
 نیتو | Nitto
نیتو | Nitto
 تیری کیگو | 3Keego
تیری کیگو | 3Keego
 بی ام الکتریک | BM Electric
بی ام الکتریک | BM Electric
سوراخکاری سری قطعات فلزی با دریل مگنت چگونه انجام میشود

سوراخکاری سری قطعات فلزی با دریل مگنت چگونه انجام میشود
مقدمه
سوراخکاری سری قطعات فلزی زمانی مطرح میشود که کارگاه باید تعداد زیادی سوراخ مشابه را روی قطعات تکراری ایجاد کند. این کار در ظاهر ساده به نظر میرسد، اما اگر ابزار، مته، شابلون و روش کنترل کیفیت درست انتخاب نشود، یک خطای کوچک بارها تکرار میشود و هزینه زیادی ایجاد میکند. در پروژههای کارگاهی، سولهسازی، ساخت قطعات صنعتی و آمادهسازی اتصالات پیچ و مهرهای، سرعت مهم است؛ اما سرعت بدون دقت نتیجه خوبی ندارد. دریل مگنت وقتی درست انتخاب و استفاده شود، میتواند سوراخکاری سری را سریعتر، دقیقتر و قابل کنترلتر کند.
سوراخکاری سری قطعات فلزی چه زمانی در کارگاه لازم میشود
سوراخکاری سری قطعات فلزی زمانی لازم میشود که چند قطعه مشابه باید سوراخهایی با قطر، فاصله و موقعیت یکسان داشته باشند. این حالت در ساخت اتصالات فلزی، صفحات اتصال، ورقهای تقویتی، قطعات اسکلت فلزی، تیرآهنهای آماده نصب و بعضی پروژههای صنعتی زیاد دیده میشود. اگر تعداد سوراخها کم باشد، شاید نشانهگذاری دستی و سوراخکاری موردی جواب بدهد. اما وقتی تعداد قطعات زیاد میشود، روش دستی احتمال خطا را بالا میبرد و زمان زیادی از اپراتور میگیرد.
در کار سری، هدف فقط ایجاد سوراخ نیست. هدف این است که همه سوراخها از نظر قطر، محل قرارگیری، کیفیت لبه و قابلیت مونتاژ، خروجی یکسانی داشته باشند. اگر چند قطعه اول اشتباه سوراخ شوند و همان الگو ادامه پیدا کند، تمام قطعات بعدی هم مشکل خواهند داشت. به همین دلیل در سوراخکاری سری، قبل از شروع تولید اصلی باید ابزار، شابلون، مته و روش کنترل چند سوراخ اول مشخص شود. این کار ساده جلوی دوبارهکاری گسترده را میگیرد.
چرا دریل مگنت برای سوراخکاری سری قطعات فلزی کاربرد دارد؟
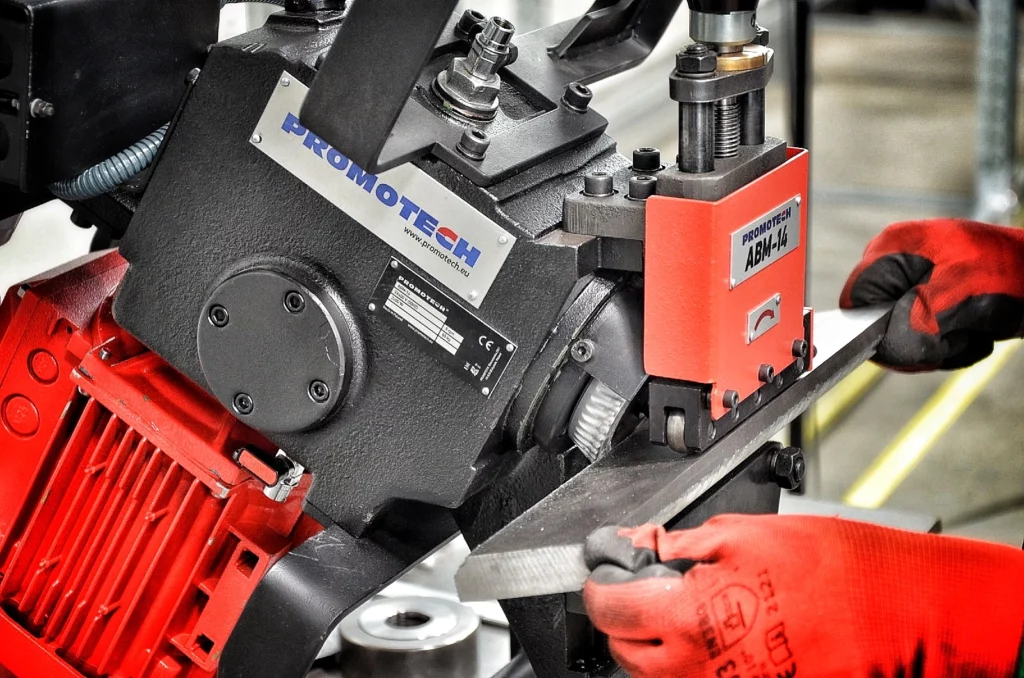
دریل مگنت برای سوراخکاری روی قطعات فلزی بزرگ، سنگین و ضخیم بسیار کاربردی است. پایه مغناطیسی دستگاه روی سطح فلز میچسبد و دستگاه را در محل سوراخکاری ثابت نگه میدارد. این ویژگی در سوراخکاری سری اهمیت زیادی دارد، چون اپراتور باید بارها یک عملیات مشابه را تکرار کند و هر بار کنترل خوبی روی دستگاه داشته باشد. اگر دستگاه در حین کار جابهجا شود یا لرزش زیادی داشته باشد، کیفیت سوراخها افت میکند و احتمال شکستن مته بیشتر میشود.
مزیت دیگر دریل مگنت، امکان استفاده از مته گردبر است. مته گردبر بهجای برداشتن کل سطح سوراخ، فقط محیط سوراخ را برش میدهد و همین موضوع باعث میشود سوراخکاری سریعتر انجام شود. در کار سری، همین کاهش زمان در هر سوراخ، در پایان پروژه اختلاف بزرگی ایجاد میکند. البته نتیجه خوب فقط با داشتن دستگاه به دست نمیآید. دریل مگنت، مته گردبر، خنککاری، نشانهگذاری و کنترل کیفیت باید با هم درست اجرا شوند.
ثبات دستگاه روی قطعه فلزی
ثبات دستگاه در سوراخکاری سری بسیار مهم است. وقتی دریل مگنت روی قطعه محکم قرار بگیرد، اپراتور میتواند سوراخ را با دقت بیشتری ایجاد کند. برای این کار باید سطح فلز تمیز، صاف و بدون لایه ضخیم رنگ، زنگزدگی یا چربی باشد. اگر سطح تماس ضعیف باشد، مگنت قدرت کامل ندارد و دستگاه ممکن است هنگام کار حرکت کند. در سوراخکاری سری، این مشکل فقط یک سوراخ را خراب نمیکند؛ اگر به آن توجه نشود، میتواند چندین قطعه را از کیفیت قابل قبول خارج کند.
افزایش سرعت سوراخکاری با مته گردبر
مته گردبر در سوراخکاری سری نقش مهمی دارد، چون زمان اجرای هر سوراخ را کاهش میدهد و فشار کمتری به دستگاه وارد میکند. در مقایسه با متههای معمولی، گردبر فقط حلقه اطراف سوراخ را برش میدهد و هسته مرکزی را جدا میکند. این روش برای ورق ضخیم، تیرآهن و قطعات فلزی بزرگ بسیار کاربردی است. اگر مته تیز، مناسب و هماهنگ با دستگاه باشد، اپراتور با فشار کمتر به نتیجه بهتری میرسد. همین موضوع باعث افزایش سرعت تولید و کاهش خستگی اپراتور میشود.

چرا دریل مگنت برای سوراخکاری سری قطعات فلزی کاربرد دارد؟
انتخاب دریل مگنت مناسب برای سوراخکاری سری قطعات فلزی
برای سوراخکاری سری قطعات فلزی، هر دریل مگنتی مناسب نیست. دستگاه باید توان کافی برای کار مداوم داشته باشد و با قطر مته مورد نیاز هماهنگ باشد. اگر قرار است تعداد زیادی سوراخ با قطر بالا ایجاد شود، دستگاه ضعیف خیلی زود داغ میکند یا زیر بار افت قدرت نشان میدهد. در چنین شرایطی، انتخاب دستگاه فقط بر اساس قیمت اولیه منطقی نیست. باید قطر سوراخ، ضخامت قطعه، جنس فلز، تعداد سوراخها و مدت زمان کار مداوم در نظر گرفته شود.
پایه مگنت هم اهمیت زیادی دارد. در کار سری، اپراتور بارها دستگاه را روی قطعه جابهجا میکند و هر بار باید از چسبندگی مطمئن باشد. اگر پایه مگنت ضعیف باشد یا سطح قطعه برای مگنت مناسب نباشد، دقت و ایمنی پایین میآید. وزن دستگاه، ابعاد بدنه، کیفیت حرکت محور، ظرفیت سوراخکاری و خدمات پس از فروش هم باید بررسی شود. برای کارگاهی که سوراخکاری سری انجام میدهد، دستگاه باید تحمل کار مداوم را داشته باشد، نه اینکه فقط برای چند سوراخ سبک مناسب باشد.
توان موتور و ظرفیت سوراخکاری
توان موتور باید با قطر مته و نوع قطعه هماهنگ باشد. هرچه قطر سوراخ بزرگتر باشد، فشار بیشتری به دستگاه وارد میشود. اگر موتور ضعیف باشد، سرعت کار پایین میآید، مته داغ میشود و احتمال گیر کردن یا لبپر شدن دندانهها بیشتر میشود. ظرفیت سوراخکاری دستگاه معمولاً در مشخصات فنی اعلام میشود، اما در کار واقعی باید شرایط پروژه هم بررسی شود. سوراخکاری چند سوراخ پراکنده با سوراخکاری مداوم روی چندین قطعه یکسان نیست.
اهمیت پایه مگنت و کنترل لرزش
پایه مگنت باید بتواند دستگاه را روی سطح فلزی ثابت نگه دارد. اگر دستگاه لرزش داشته باشد، سوراخها ممکن است بیضی، ناصاف یا جابهجا شوند. لرزش همچنین به مته گردبر آسیب میزند و عمر آن را کم میکند. برای کاهش لرزش باید سطح قطعه تمیز باشد، دستگاه درست روی سطح قرار بگیرد، مته سالم و تیز باشد و فشار اپراتور کنترل شود. در سوراخکاری سری، همین جزئیات ساده روی کیفیت کل خروجی اثر میگذارند.
انتخاب مته گردبر برای سوراخکاری سری قطعات فلزی
مته گردبر باید بر اساس قطر سوراخ، عمق برش، جنس قطعه و تعداد سوراخها انتخاب شود. در صورتی که قطر مته اشتباه باشد، قطعه در مونتاژ مشکل پیدا میکند. اگر عمق برش کافی نباشد، سوراخ کامل ایجاد نمیشود یا مته تحت فشار قرار میگیرد. اگر جنس مته با نوع فلز هماهنگ نباشد، دندانهها زود کند میشوند و سرعت کار افت میکند. در سوراخکاری سری، انتخاب مته نامناسب خیلی زود خودش را نشان میدهد، چون خطا در تعداد زیادی سوراخ تکرار میشود.
برای آهن و فولادهای معمولی، مته گردبر HSS در بسیاری از پروژهها انتخاب اقتصادی و کاربردی است. برای متریال سختتر، سوراخکاری سنگینتر یا تعداد سوراخ بالا، مته TCT میتواند گزینه بهتری باشد. انتخاب بین HSS و TCT نباید فقط بر اساس قیمت انجام شود. اگر مته ارزانتر زود کند شود یا وسط کار بشکند، هزینه توقف پروژه و تعویض مته بیشتر از اختلاف قیمت اولیه میشود. در کار سری، معیار اصلی هزینه واقعی هر سوراخ است، نه فقط قیمت خرید مته.
انتخاب قطر و عمق برش
قطر مته باید با نقشه، نوع پیچ و تلرانس اتصال هماهنگ باشد. در اتصالات پیچ و مهرهای، سوراخ معمولاً کمی بزرگتر از قطر پیچ در نظر گرفته میشود تا مونتاژ راحتتر انجام شود. عمق برش هم باید با ضخامت قطعه هماهنگ باشد. اگر قطعه ضخیمتر از عمق برش مته باشد، کار با مشکل روبهرو میشود. برای جلوگیری از این خطا، بهتر است قبل از خرید مته، ضخامت قطعات و قطر سوراخهای پرتکرار پروژه مشخص شود.
انتخاب مته گردبر HSS یا TCT بر اساس جنس قطعه
اگر قطعات از آهن یا فولاد معمولی باشند و حجم کار خیلی سنگین نباشد، مته گردبر HSS انتخاب خوبی است. اگر قطعات سختتر باشند، تعداد سوراخها زیاد باشد یا کیفیت و سرعت اهمیت بیشتری داشته باشد، مته گردبر TCT را باید جدیتر بررسی کرد. در سوراخکاری سری، گاهی بهتر است برای سایزهای پرتکرار از مته باکیفیتتر استفاده شود، چون همان سایز بارها استفاده میشود. انتخاب درست مته باعث میشود دستگاه کمتر تحت فشار قرار بگیرد و کیفیت سوراخها یکنواختتر بماند.

انتخاب مته گردبر برای سوراخکاری سری قطعات فلزی
نقش شابلون و نشانهگذاری در سوراخکاری سری قطعات فلزی
در سوراخکاری سری قطعات فلزی، شابلون یا الگوی سوراخکاری نقش مهمی دارد. اگر قرار است چندین قطعه سوراخهای مشابه داشته باشند، نشانهگذاری دستی روی تکتک قطعات زمانبر است و خطای انسانی را بالا میبرد. شابلون کمک میکند محل سوراخها سریعتر و دقیقتر تکرار شود. در کارگاههایی که قطعات مشابه تولید میکنند، استفاده از شابلون ساده میتواند سرعت کار را بالا ببرد و اختلاف بین قطعات را کم کند.
البته شابلون هم باید دقیق ساخته شود. اگر شابلون اشتباه باشد، همان خطا روی تمام قطعات تکرار میشود. بهتر است قبل از شروع سوراخکاری اصلی، یک قطعه نمونه با شابلون سوراخ شود و با نقشه یا قطعه مونتاژی کنترل شود. اگر همه چیز درست بود، تولید سری ادامه پیدا کند. این مرحله شاید چند دقیقه زمان بگیرد، اما میتواند جلوی خراب شدن تعداد زیادی قطعه را بگیرد. در کار سری، کنترل نمونه اولیه یکی از مهمترین کارهاست.
کنترل کیفیت در سوراخکاری سری قطعات فلزی
کنترل کیفیت باید از همان سوراخهای اول شروع شود. اگر چند سوراخ اول از نظر قطر، فاصله، لبه و محل قرارگیری درست باشند، احتمال خطا در ادامه کمتر میشود. اما اگر اپراتور بدون کنترل اولیه کار را ادامه دهد، ممکن است بعد از سوراخکاری تعداد زیادی قطعه متوجه خطا شود. در سوراخکاری سری، کنترل مرحلهای بهتر از بررسی نهایی است. چون اگر خطا زود پیدا شود، اصلاح آن سادهتر و کمهزینهتر خواهد بود.
برای کنترل کیفیت، باید قطر سوراخ، فاصله سوراخها، تمیزی لبه، پلیسه، همراستایی و کیفیت سطح بررسی شود. اگر سوراخها برای پیچ و مهره استفاده میشوند، بهتر است با پیچ یا شابلون مونتاژ هم تست شوند. همچنین باید وضعیت مته در طول کار بررسی شود. متهای که در شروع کار خوب سوراخ میزند، ممکن است بعد از تعداد زیادی سوراخ کند شود و کیفیت خروجی را پایین بیاورد. کنترل مداوم، جلوی افت کیفیت تدریجی را میگیرد.
اشتباهات رایج در سوراخکاری سری قطعات فلزی
یکی از اشتباهات رایج این است که کارگاه بدون تست اولیه، تولید اصلی را شروع میکند. اگر محل سوراخ یا قطر مته اشتباه باشد، تعداد زیادی قطعه با همان خطا تولید میشود. اشتباه دیگر استفاده از مته کند در کار مداوم است. مته کند فقط سرعت کار را کم نمیکند؛ به دستگاه فشار میآورد، لبه سوراخ را خراب میکند و احتمال شکستگی را بالا میبرد. در کار سری، وضعیت مته باید مرتب کنترل شود.
چند اشتباه دیگر هم در کارگاهها زیاد دیده میشود:
- شروع سوراخکاری بدون تست روی قطعه نمونه
- استفاده از مته کند برای تعداد زیاد سوراخ
- بیتوجهی به فاصله سوراخها و خطای نشانهگذاری
- استفاده نکردن از کولانت در سوراخکاری طولانی
- انتخاب دریل مگنت ضعیف برای کار مداوم
- کنترل نکردن چند سوراخ اول قبل از ادامه تولید
این خطاها معمولاً هزینه زیادی ایجاد میکنند، چون در کار سری هر اشتباه چندین بار تکرار میشود. بهترین روش این است که قبل از شروع، دستگاه، مته، شابلون و قطعه نمونه بررسی شوند. بعد از شروع کار هم هر چند قطعه یکبار، کیفیت سوراخها کنترل شود. این کار ساده باعث میشود سرعت تولید بالا بماند، اما دقت قربانی نشود.
جدول چکلیست ابزار مورد نیاز برای سوراخکاری سری قطعات فلزی
| مرحله کار | ابزار یا اقدام لازم | دلیل اهمیت |
| آمادهسازی قطعات | تمیزکاری سطح، چیدمان قطعات، نشانهگذاری اولیه | کاهش خطا قبل از شروع سوراخکاری |
| انتخاب دستگاه | دریل مگنت با توان و پایه مناسب | حفظ ثبات و دقت در سوراخکاری تکراری |
| انتخاب مته | مته گردبر HSS یا TCT با قطر و عمق مناسب | افزایش سرعت و کاهش فشار روی دستگاه |
| تکرار محل سوراخ | شابلون یا الگوی سوراخکاری | جلوگیری از جابهجایی محل سوراخها |
| خنککاری | کولانت یا روغن مناسب | کاهش دمای مته و افزایش عمر آن |
| کنترل کیفیت | بررسی قطر، فاصله و تمیزی لبه سوراخ | جلوگیری از تکرار خطا در تعداد بالا |
این جدول نشان میدهد سوراخکاری سری فقط به دستگاه و مته محدود نیست. آمادهسازی قطعه، انتخاب شابلون، خنککاری و کنترل کیفیت هم در نتیجه نهایی اثر دارند. اگر هرکدام از این بخشها نادیده گرفته شود، کارگاه با توقف، دوبارهکاری یا افت کیفیت روبهرو میشود. برای همین، بهتر است قبل از شروع هر پروژه سری، این چکلیست بررسی شود و بعد کار اصلی شروع شود.
چطور سرعت سوراخکاری سری را بدون افت کیفیت بالا ببریم؟
برای افزایش سرعت، اول باید مسیر کار را منظم کرد. قطعات باید قبل از شروع سوراخکاری تمیز و مرتب چیده شوند. شابلون یا الگوی سوراخکاری باید آماده باشد و متههای پرمصرف کنار دستگاه قرار بگیرند. اگر اپراتور برای هر قطعه دنبال مته، کولانت یا ابزار اندازهگیری بگردد، زمان زیادی از دست میرود. نظم ساده روی میز کار میتواند سرعت سوراخکاری سری را بیشتر کند.
دومین نکته، انتخاب مته مناسب و استفاده درست از کولانت است. مته تیز و مناسب، سوراخ را سریعتر و تمیزتر ایجاد میکند. خنککاری هم باعث میشود مته دیرتر داغ شود و کیفیت برش ثابت بماند. سومین نکته، کنترل فشار اپراتور است. فشار بیش از حد باعث داغ شدن مته و فشار به دستگاه میشود. فشار خیلی کم هم زمان کار را بالا میبرد. سرعت خوب زمانی به دست میآید که دستگاه، مته و اپراتور با هم هماهنگ باشند.
جمعبندی
سوراخکاری سری قطعات فلزی با دریل مگنت زمانی نتیجه خوبی میدهد که کارگاه فقط به سرعت فکر نکند. دقت شابلون، انتخاب مته، توان دستگاه، ثبات پایه مگنت، خنککاری و کنترل کیفیت همه در خروجی نهایی اثر دارند. در کار سری، یک خطای کوچک میتواند روی تعداد زیادی قطعه تکرار شود. به همین دلیل، تست قطعه نمونه، کنترل چند سوراخ اول و بررسی وضعیت مته در طول کار اهمیت زیادی دارد.
اگر برای سوراخکاری سری قطعات فلزی در کارگاه به دستگاه و مته مناسب نیاز دارید، بهتر است قبل از خرید فقط به قیمت نگاه نکنید. تعداد سوراخها، جنس قطعه، قطر سوراخ، ضخامت فلز و مدت زمان کار مداوم روی انتخاب دریل مگنت و مته گردبر اثر مستقیم دارند. در فروشگاه دریل مگنت رحمانی میتوانید مدلهای مختلف دریل مگنت و مته گردبر مناسب سوراخکاری سری را بررسی کنید، قیمت روز را ببینید و قبل از خرید از کارشناسان فروشگاه مشاوره بگیرید.
سوالات متداول درباره سوراخکاری سری قطعات فلزی
سوراخکاری سری قطعات فلزی یعنی چه؟
سوراخکاری سری یعنی ایجاد تعداد زیادی سوراخ مشابه روی چند قطعه فلزی یا یک مجموعه قطعات تکراری. در این روش، محل سوراخها، قطر و فاصله آنها باید تا حد ممکن یکسان باشد. این کار در ساخت قطعات صنعتی، سولهسازی، اسکلت فلزی و اتصالات پیچ و مهرهای کاربرد زیادی دارد. برای اجرای درست آن، استفاده از ابزار مناسب و کنترل کیفیت مرحلهای ضروری است.
آیا دریل مگنت برای سوراخکاری سری مناسب است؟
بله، اگر قطعات فلزی باشند و سطح مناسب برای اتصال مگنت وجود داشته باشد، دریل مگنت گزینه بسیار کاربردی است. این دستگاه روی قطعه ثابت میشود و همراه با مته گردبر میتواند سوراخکاری دقیق و سریع ایجاد کند. البته برای کار مداوم باید دستگاهی انتخاب شود که توان کافی، پایه مگنت قوی و حرکت محور روان داشته باشد.
برای سوراخکاری سری مته گردبر HSS بهتر است یا TCT؟
انتخاب بین HSS و TCT به جنس قطعه، تعداد سوراخها و شرایط کار بستگی دارد. برای آهن و فولاد معمولی، HSS در بسیاری از موارد اقتصادی و مناسب است. برای متریال سختتر، سوراخکاری سنگینتر یا تعداد سوراخ بالا، TCT میتواند انتخاب بهتری باشد. اگر یک سایز مته در پروژه زیاد استفاده میشود، بهتر است کیفیت آن جدیتر بررسی شود.
چطور خطای سوراخکاری تکراری را کم کنیم؟
برای کم کردن خطا، باید قبل از شروع کار از شابلون دقیق، نشانهگذاری درست و قطعه نمونه استفاده شود. چند سوراخ اول باید از نظر قطر، فاصله و محل قرارگیری کنترل شوند. در طول کار هم باید وضعیت مته، شابلون و قطعات بررسی شود. اگر این کنترلها انجام نشود، یک خطای کوچک ممکن است روی تمام قطعات تکرار شود.
آیا برای سوراخکاری سری به شابلون نیاز داریم؟
اگر تعداد قطعات یا سوراخها زیاد باشد، شابلون بسیار کمککننده است. شابلون باعث میشود محل سوراخها سریعتر و دقیقتر تکرار شود. البته خود شابلون باید دقیق ساخته شده باشد و قبل از شروع تولید اصلی روی یک قطعه نمونه تست شود. شابلون اشتباه میتواند خطا را در تمام قطعات تکرار کند.
چه دریل مگنتی برای کار مداوم مناسبتر است؟
برای کار مداوم، دریل مگنت باید توان موتور مناسب، پایه مگنت قوی، حرکت محور روان و ظرفیت سوراخکاری هماهنگ با پروژه داشته باشد. اگر قرار است سوراخهای بزرگ یا تعداد زیاد سوراخ ایجاد شود، دستگاههای ضعیف انتخاب خوبی نیستند. بهتر است قبل از خرید، قطر سوراخ، ضخامت قطعه، تعداد سوراخها و نوع مته گردبر مشخص شود.
دریل مگنت یا دریل دستی؛ کدام برای سازه فلزی مناسبتر است؟